Standard
TIG welding wire Application
AWS ER308L is widely used in petrochemical, food machinery, medical equipment,pressure vessel,nuclear reactor,chemical fertilizer equipment, textile machinery such as 022Cr19Ni10 (SUS 304L) and other materials of welding.
AWS ER316 is widely used in petrochemical, chemical fertilizer equipment such as 06Cr17Ni12Mo2 (SUS 316) and other materials of welding.
AWS ER308 is widely used in petrochemical, pressure vessel, food machinery, medical equipment, chemical fertilizer equipment, textile machinery and nuclear reactor such as 12Cr18Ni9 (SUS 302), 06Cr19Ni10 (SUS 304) and other materials of welding.
AWS ER70S-6 can be used for all-position manual tungsten argon arc backing weld and arc welding on pipelines, and both can produce satisfactory welded joints. It can be used for welding carbon steel and some low-alloy steel.
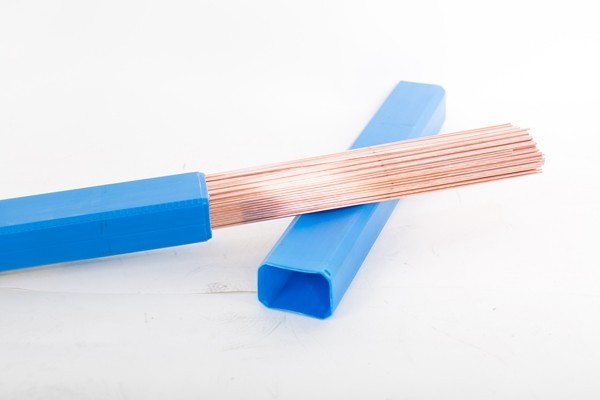
TIG welding wire
Argon arc welding wire
TIG welding wire(Argon Arc welding wire) (AWS ER70S-6) has strong resistance to surface scales and oil stains on the base metal. It has low blowhole sensitivity.
It is used to welding carbon steels and 500Mpa high strength steels, used in car, building, ships and bridge. Can also be used for speed welding of sheet and pipes.
Our advantages is stable arc, little spatter, less smoke; higher deposition efficiency; excellent welding performance; easy restrike.
Argon Arc welding wire(TIG wire)
Standard: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Diameter: 1.2mm, 1.6mm, 2.0mm, 2.5mm
Length: 0.5m, 1m
Packaging Details: OEM acceptable
5KG/box, 10KG/box
Payment terms: 100% LC at sight or 30% TT in advance balance against copy of BL.Trade terms: FOB, CFR, CIF, Loading Port: Xingang, Tianjin, ChinaDelivery Detail: Within 15 days after confirmation
Key words: Argon Arc welding wire, TIG wire, GTAW, TIG,ER70S-6, GB ER50-6, G3Si1, SG2, ER70S-6, DIN SG2, BS A18, JIS YGM12, TIG welding wire
TIG welding wire Loading
AWS A5.9: ER2209 is a solid wire rod for GTAW, suitable for welding duplex stainless steels grades 2205 and 2304.
AWS A5.9: ER2594 is a solid wire rod for GTAW, suitable for welding Super-duplex stainless steels 2507 and other super-duplex stainless steels.
AWS A5.9: ER(307) is a solid wire rod for GTAW, intended for welding work-hardenable steels, armor steel and austenitic stainless manganese steels.
AWS A5.9: ER308LSi is a solid wire rod for GTAW with higher Si content than AWS A5.9: ER308L suitable for welding 18% Cr –10% Ni austenitic stainless steels 1.4301, 1.4306 type 304, 304L. Suitable for service temperature from -196 °C to +350 °C.
AWS A5.14: ERNiCrMo-4 is a Nickel base solid wire rod for GTAW. Suitable for welding INCONEL alloy C-276 and other nickel-chromium molybdenum alloys, cladding steel, welding carbon steel to nickel base alloys and stainless steels to nickel alloys.
AWS A5.9: ER(309LNb) is a solid wire rod for GTAW, niobium-stabilized similar to TIG 309L with the addition of Nb. Suitable for overlay carbon and low-alloy steels, when a type 347 overlay is required.
Search Products
TIG welding wire
1