Standard
TIG welding wire Application
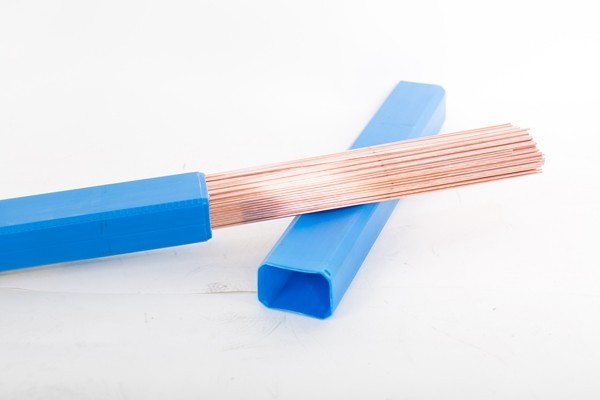
TIG welding wire
Argon arc welding wire
TIG welding wire(Argon Arc welding wire) (AWS ER70S-6) has strong resistance to surface scales and oil stains on the base metal. It has low blowhole sensitivity.
It is used to welding carbon steels and 500Mpa high strength steels, used in car, building, ships and bridge. Can also be used for speed welding of sheet and pipes.
Our advantages is stable arc, little spatter, less smoke; higher deposition efficiency; excellent welding performance; easy restrike.
Argon Arc welding wire(TIG wire)
Standard: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Diameter: 1.2mm, 1.6mm, 2.0mm, 2.5mm
Length: 0.5m, 1m
Packaging Details: OEM acceptable
5KG/box, 10KG/box
Payment terms: 100% LC at sight or 30% TT in advance balance against copy of BL.Trade terms: FOB, CFR, CIF, Loading Port: Xingang, Tianjin, ChinaDelivery Detail: Within 15 days after confirmation
Key words: Argon Arc welding wire, TIG wire, GTAW, TIG,ER70S-6, GB ER50-6, G3Si1, SG2, ER70S-6, DIN SG2, BS A18, JIS YGM12, TIG welding wire
TIG welding wire Loading
AWS A5.10: ER5183 is a solid wire rod for GTAW. Suitable for welding Al-alloys with high tensile strength requirements and high resistance to seawater corrosion. Mainly applications for ship construction, offshore, cryogenic plants, and in the automotive industry.
AWS A5.9: ER347Si is a solid wire rod for GTAW with higher Si content than AWS A5.9: ER347, suitable to weld 18Cr/10Ni stabilized with Ti or Nb austenitic stainless steels grades 321 and 347. Also suitable for welding similar unstabilized grades 304 or 304L. AWS A5.9: ER347Si has high resistance to intergranular corrosion.
AWS A5.9: ER309L is a solid wire rod for GTAW suitable for joining stainless Cr-Ni steels type 309, Cr-steels and dissimilar steels like austenitic stainless steels to mild or low-alloyed steels, buffer layers and overlays on C-Mn, mild steel or low alloy steels and for joining 304L/321. Also recommended for welding 12% Cr ferritic steels.
AWS A5.9: ER308H is a solid wire rod for GTAW of 18% Cr – 10% Ni, austenitic stainless steels for service temperature up to +700°C, base material 1.4948/AISI 304H.
AWS A5.9: ER309LSi is a solid wire rod for GTAW with higher Si content than AWS A5.9: ER309L, suitable for joining stainless Cr-Ni steels type 309, Cr-steels and dissimilar steels like austenitic stainless steels to mild or low-alloyed steels, buffer layers and overlays on C-Mn, mild steel or low alloy steels and for joining 304L/321. Also recommended for welding 12% Cr ferritic steels.
AWS A5.9: ER410NiMois a solid wire rod for GTAW, suitable for welding 13/4 chromium-nickel steels, high strength martensitic steels. Weld metal has good resistance to corrosion, hydrocavitation and sulphide induced stress corrosion cracking.
AWS A5.9: ER316H is a solid wire rod for GTAW, suitable to weld austenitic stainless steels that will operate at high temperatures 500-800°C, under long term creep conditions.
SFA 5.14: ERNiCrMo-3 is a Nickel base solid wire rod for GTAW. Suitable for welding INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6Mo, alloy 20, welding the clad side of joints in steel with nickel-chromium molybdenum alloys, cladding steel with nickel-chromium molybdenum weld metal, surfacing of mild steel and for dissimilar welding’s of stainless steels to nickel alloys and carbon steels.
AWS A5.9: ER317L is a solid wire rod for GTAW, suitable to weld 19Cr/13Ni/3.5Mo austenitic stainless steels type 317L. The increase Mo content compared to grade 316L assures increased resistance to pitting and crevice corrosion.
AWS A5.10: ER4043 is a solid wire rod for GTAW with 5% Si. Suitable for aluminium and aluminium alloys having less than 7 % Si, cast aluminium alloys having <7 % Si. Excellent welding characteristics and good mechanical properties.
Search Products
TIG welding wire
3