Standard
TIG welding wire Application
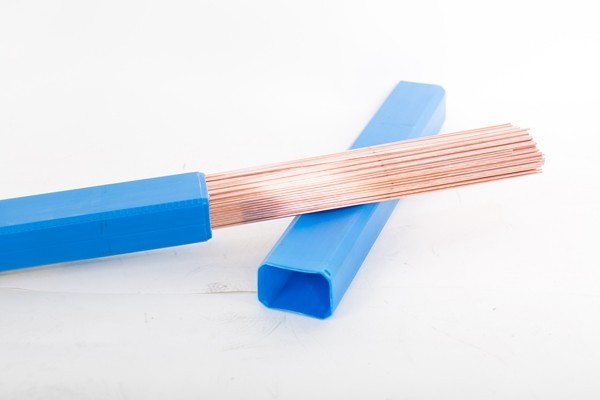
TIG welding wire
Argon arc welding wire
TIG welding wire(Argon Arc welding wire) (AWS ER70S-6) has strong resistance to surface scales and oil stains on the base metal. It has low blowhole sensitivity.
It is used to welding carbon steels and 500Mpa high strength steels, used in car, building, ships and bridge. Can also be used for speed welding of sheet and pipes.
Our advantages is stable arc, little spatter, less smoke; higher deposition efficiency; excellent welding performance; easy restrike.
Argon Arc welding wire(TIG wire)
Standard: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Diameter: 1.2mm, 1.6mm, 2.0mm, 2.5mm
Length: 0.5m, 1m
Packaging Details: OEM acceptable
5KG/box, 10KG/box
Payment terms: 100% LC at sight or 30% TT in advance balance against copy of BL.Trade terms: FOB, CFR, CIF, Loading Port: Xingang, Tianjin, ChinaDelivery Detail: Within 15 days after confirmation
Key words: Argon Arc welding wire, TIG wire, GTAW, TIG,ER70S-6, GB ER50-6, G3Si1, SG2, ER70S-6, DIN SG2, BS A18, JIS YGM12, TIG welding wire
TIG welding wire Loading
AWS A5.9: ER308L is a solid wire rod for GTAW of 18% Cr – 10% Ni, austenitic stainless steels 1.4301, 1.4306 type 304, 304L. Suitable for service temperature from -196 °C to +350 °C.
AWS A5.9: ER312 is a solid wire rod for GTAW, suitable for welding or surfacing hardly weldable steels. Suitable to weld buffer layers of hard depositions. The excellent mechanical properties and the notch resistance make this wire of general use.
AWS A5.9: ER316LSi is a solid wire rod for GTAW with higher Si content than AWS A5.9: ER316L, suitable to weld austenitic stainless steels grades 1.4401 / 316, 1.4404 / 316L, 1.4435 / 316L.
AWS A5.9: ER(309LMo) is a solid wire rod for GTAW, similar to AWS A5.9: ER309L with the addition of 2.0 - 3.5% molybdenum to increase pitting corrosion resistance. Suitable for joining stainless Cr-Ni steels type 309, Cr-steels and dissimilar steels like austenitic stainless steels to mild or low-alloyed steels, buffer layers and overlays on C-Mn, mild steel or low alloy steels.
AWS A5.9: ER(318)Si is a solid wire rod for GTAW, suitable to weld 19Cr/12Ni/3Mo stabilized Ti grades like 1.4571 / 316Ti. Also suitable for the welding of similar unstabilized grades 316 or 316L.
AWS A5.9: ER310 is a solid wire rod for GTAW, suitable for joining heat resistant fully austenitic steels type 25Cr/20Ni. Service temperature up to 1100°C in air and up to 1050°C in oxidizing sulphurous atmospheres, reducing sulphurous atmospheres up to 650°C. Service temperature between +650 and +900 °C should be avoided due to the risk of embrittlement.
SFA 5.9: ER385 is a solid wire rod for GTAW, suitable for welding steels of similar chemical composition 20Cr/25Ni/4.5Mo/1.5Cu type (AISI 904L type).
AWS A5.9: ER316L is a solid wire rod for GTAW, suitable to weld austenitic stainless steels grades 1.4401 / 316,1.4404 / 316L, 1.4435 / 316L. Suitable for service temperature from -120°C to + 400°C. Also suitable for the welding of grades 316Nb or Ti stabilized (347 and 321) if service temperature below 400 °C.
AWS A5.9: ER318 is a solid wire rod for GTAW, suitable to weld 19Cr/12Ni/3Mo stabilized Ti grades like 1.4571 / 316Ti. Also suitable for the welding of similar unstabilized grades 316 or 316L. AWS A5.9: ER318 is suitable for service temperatures from -120 °C to +400 °C and has high resistance to intergranular corrosion.
SFA 5.9: ER420 is a solid wire rod for GTAW, often used for surfacing applications which need superior resistance to abrasion. It requires preheat and inter-pass temperatures ≥ 225ºC, followed by slow cooling.
Search Products
TIG welding wire
2