AWS E7018 H4R/E7018-1 H4R (E4818*)
FEATURES&BENEFITS
• Low moisture absorption
• Reduces worry of moisture pick-up and hydrogen cracking
• Easy slag removal
• Eliminates going back to oven for “fresh” electrodes
• Low spatter in all positions
• Reduces clean-up time
• Good wetting action
• Results in excellent weld bead appearance
• Reliable starts and restarts
• Enhances bead contour
• Very stable arc
• Provides better welds due to no porosity
• Easy to control
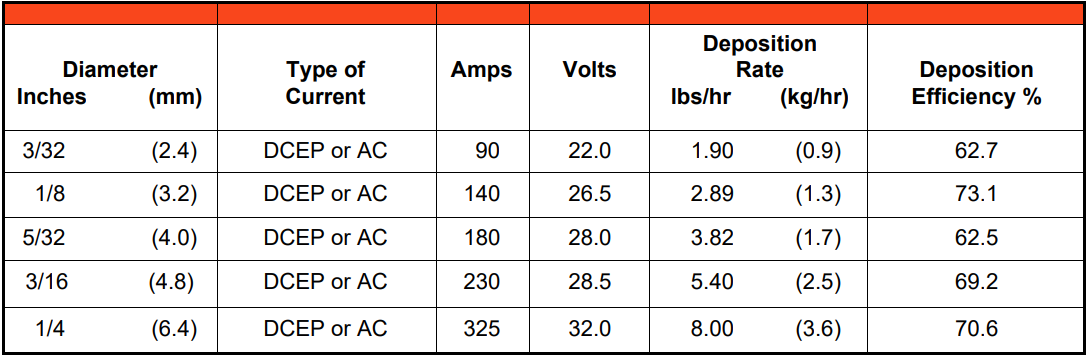
TYPE OF CURRENT
Welding Positions:
Category
AWS E7018 H4R/E7018-1 H4R (E4818*) Low Alloy Electrodes Tianjin, China
Designed to provide improved deposition rates, bead appearance and operator appeal over other electrodes of the same class when welding in low-temperature environments where low-temperature impacts are important. Excellent moisture resistance, good out-of-position welding capabilities and X-ray quality weld deposit.
Industries
Barge offshore rigs and shipbuilding, boiler code applications, field erections and steel structure, petrochemical and power plants, railroad and locomotive construction, welding of enameling steels, free machining steels, low alloy structural and low, medium or high carbon steels, weldments in low-temperature impacts are important.
Applications
Single and multiple pass, DCEP, AC
• Frames
• Offshore rigs
• Shipbuilding
• Boiler code applications
• Field erections
• Steel structures
• Petrochemical plants
• Power plates
• Enameling steels
• Weldments
• Free machining steels
• Low alloy structures
• Low, medium, high carbon steels• Railroad and locomotive construction
RECONDITIONING
STORAGE
TYPICAL WELD METAL CHEMISTRY* (Chem Pad)
TYPICAL MECHANICAL PROPERTIES* (As Welded)
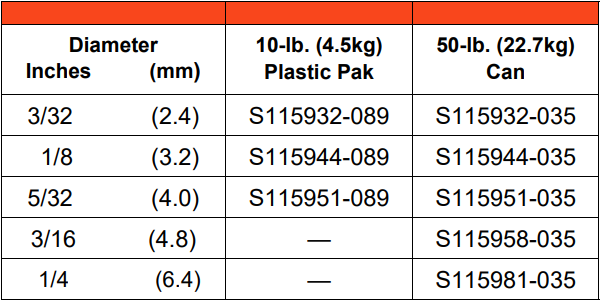
For a complete list of diameters and packaging, please contact Hobart Brothers at (800) 424-1543 or (937) 332-5188 for International Customer Service.
STANDARD DIAMETERS AND PACKAGES
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.
CONFORMANCES AND APPROVALS
• AWS A5.1, E7018 H4R/E7018-1 H4R
• ASME SFA 5.1, F-4, A-1 E7018
• ABS, 3Y H5
• MIL-DTL-22200/1H, MIL-7018-M
ARC LENGTH
Very short arc (less than half the diameter of the electrode)
FLAT
Angle electrode 10-15° from 90°
VERTICAL-UP
Use weaving technique, but do not use oscillation or whipping motion
VERTICAL-DOWN
Not recommended
OVERHEAD
Use slight weaving motion within the puddle
Direct Current Electrode Positive (DCEP) or AC
250° to 350°F (to ensure a low hydrogen weld deposit, storage in an oven is recommended)
If exposed to the atmosphere for extended periods, the electrode should be reconditioned at 500° to 800°F for one to two hours
TYPICAL CTOD VALUES (Tested @ +14°F)
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded)
TYPICAL DIFFUSIBLE HYDROGEN
TYPICAL DIFFUSIBLE HYDROGEN