AWS E6011
FEATURES&BENEFITS
• Quick starting
• Easy arc striking, ideal for tacking
• Superior arc drive
• Excellent penetration
• Excellent wetting action
• Smooth bead appearance, reduces cold lap and undercutting
• Slag detaches easily
• Quick clean-up
TYPE OF CURRENT
Welding Positions:
Category
AWS E6011 Low Alloy Electrodes Tianjin, China
Cellulosic electrode with penetrating characteristics designed to handle coated steels. Used primarily with AC power sources but can be used with DC currents. Product has a stable arc with low spatter levels.
Industries
Galvanized Steel, General Fabrication
Applications
Single or multiple pass, AC, DCEP, All Position
• Galvanized steel work
• General fabrication
• Rail cars
• Shipbuilding and structural work
RECONDITIONING
STORAGE
TYPICAL TENSION TEST RESULTS* (As Welded)
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded)
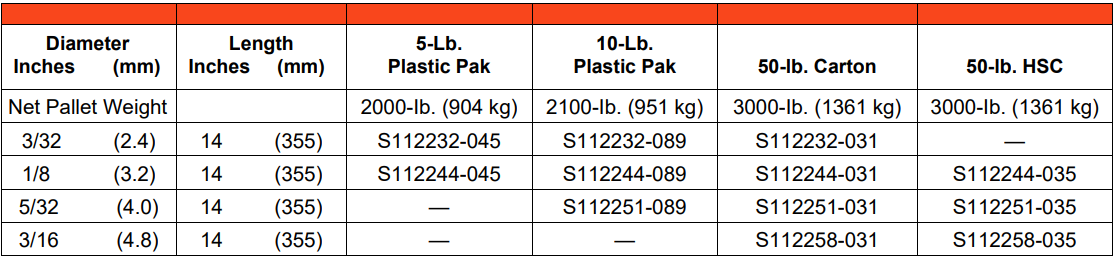
For a complete list of diameters and packaging, please contact Hobart Brothers at (800) 424-1543 or (937) 332-5188 for International Customer Service.
STANDARD DIAMETERS AND PACKAGES
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.
CONFORMANCES AND APPROVALS
• AWS A5.1, E6011
• AWS A5.1M, E4311
• ASME SFA 5.1, F-3, A-1, E6011
• ABS, E6011
• CWB, E4311
ARC LENGTH
1/8” to 1/4” (3.2 mm to 6.4 mm)
FLAT
Stay ahead of puddle and use slight whipping motion
VERTICAL-UP
Use slight whipping or weaving technique
VERTICAL-DOWN
Use higher amperage and faster travel, staying ahead of the puddle
OVERHEAD
Stay ahead of puddle and use slight whipping motion
HORIZONTAL
Angle electrode slightly toward top plate
AC or Direct Current Electrode Positive (DCEP)
Dry at room temperature, humidity below 50% should be avoided. At no time should this electrode be stored
in an oven above 130°F (54°C).
Not recommended