FEATURES&BENEFITS
• Good arc characteristics • Stable, easy to control arc
• Good ductility • High impact resistance
• Low spatter level • Improves weld bead appearance, higher deposition
• Quick and easy slag removal • Reduces clean-up time
• Low moisture reabsorption • Prevents starting porosity
• Low smoke level • Welder safety and comfort
• Low hydrogen, less than 4 ml/100 g • Resistant to hydrogen-induced cracking
TYPE OF CURRENT
Welding Positions:
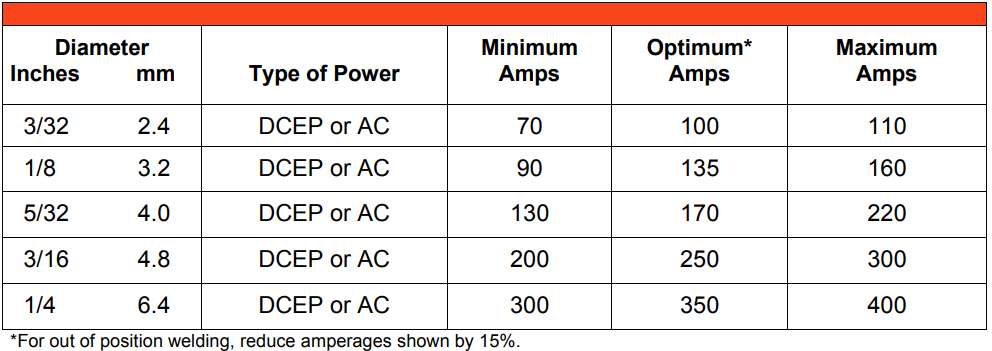
STANDARD DIAMETERS
Direct Current Electrode Positive (DCEP) or AC
3/32” (2.4 mm), 1/8” (3.2 mm), 5/32” (4.0 mm), 3/16” (4.8 mm), 1/4” (6.4 mm)
If exposed to atmosphere for extended periods, recondition for one (1) hour at 600°F.
After opening, store in holding oven (250°F to 400°F) until used.
AWS E10018-D2 H4R Low Alloy Electrodes Tianjin, China
A high quality electrode for high tensile steels and manganese-molybdenum steels. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity.
Manganese-Moly castings, Alloy Forgings, Structures and Pressure Vessel Applications
Single and multiple pass, DCEP, AC
• Manganese-moly castings
• Alloy forgings
• Structures and pressure vessel applications
RE-DRYING
STORAGE
TYPICAL WELD METAL PROPERTIES* (Chem Pad)
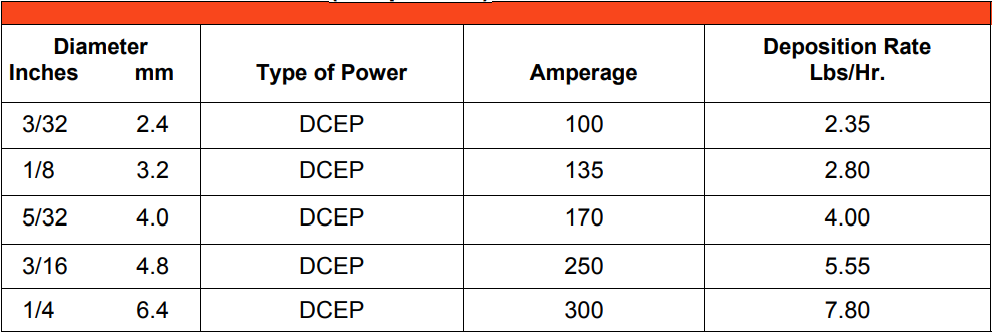
TYPICAL DEPOSITION RATES (at Optimum)
TYPICAL MECHANICAL PROPERTIES* (SR)
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (SR)
TYPICAL DIFFUSIBLE HYDROGEN*
For a complete list of diameters and packaging, please contact Hobart Brothers at (800) 424-1543 or (937) 332-5188 for International Customer Service.
STANDARD DIAMETERS AND PACKAGES
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.
CONFORMANCES AND APPROVALS
• AWS A5.5, E10018-D2 H4R
• ASME SFA 5.5, E10018-D2 H4R
• ABS