AWS: E81T1-Ni2M-JH4, E81T1-M21A6-Ni2-H4 Flux-cored (FCAW-G) Wire exhibits superior crack resistance due to low diffusible hydrogen levels (4 mL/100 grams of weld deposit max).
AWS: E81T1-Ni2M-JH4, E81T1-M21A6-Ni2-H4
Mining
Offshore
Bridge fabrication
High strength fabrication
Typical Applications
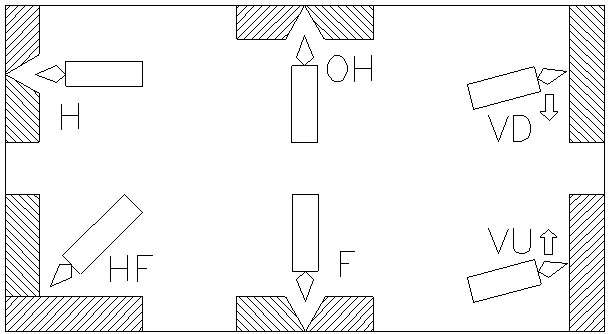
Welding Positions
All
Shielding Gas
Mixed Shielding Gas
Welding Positions
Features
Capable of producing weld deposits with impact toughness exceeding 88 - 123 J (65 - 91 ft·lbf) at -40°C (-40°F)
Designed for welding with 75-85% Argon/Balance CO2 shielding gas
Premium arc performance and bead appearance
Meets AWS D1.8 seismic lot waiver requirements
foil bag packaging
Notes: AWS D1.8 structural steel seismic supplement test data can be found at the Lincoln Electric Certificate Center.
MECHANICAL PROPERTIES
DEPOSIT COMPOSITION
TYPICAL OPERATING PROCEDURES
NOTES
To estimate ESO, subtract 1/4 in. (6.0 mm) from CTWD.
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.29 E81T1-Ni2M-JH4
AWS AWS A5.36 E81T1-M21A6-Ni2-H4
ABS ABS - Part 2 3YSA H5
CWB CSA W48 E551T1-M21A5-Ni2-H4 (E551T1-Ni2M-JH4)
DNV-GL DNV - 2.9 III Y40MS H5
LR LR - Chapter 11 3YS H5