AWS: E81T1-GM, E81T1-M21A4-K11 Flux-cored (FCAW-G) Wire is designed for hot, fill and cap pass welding on up to X70 grade pipe.
AWS: E81T1-GM, E81T1-M21A4-K11
Hot, fill and cap pass welding on up to X70 grade pipe
Fully automated pipe welding
Semi-automatic pipe welding
Meets requirements for NACE applications
Typical Applications
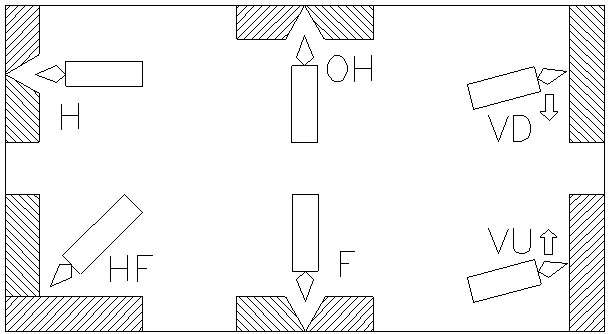
Welding Positions
All
Shielding Gas
Mixed Shielding Gas
Welding Positions
Features
Designed for optimal performance in automated pipe welding applications where a consistent arc length is critical
Fast freezing slag provides consistent puddle support all the way around the pipe
Capable of producing weld deposits with impact toughness exceeding 27J (20ftlbf) at -40C (-40F)
Certificate showing actual deposit chemistry and mechanical properties per lot available online
foil bag packaging
MECHANICAL PROPERTIES
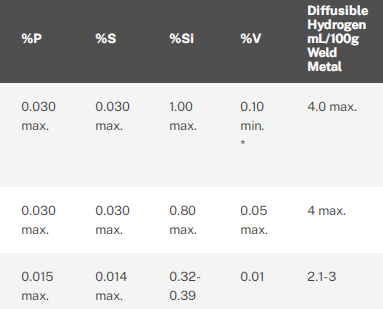
DEPOSIT COMPOSITION
TYPICAL OPERATING PROCEDURES
NOTES
To meet the requirements of a "G" classification, the chemical composition of the weld deposit must meet the minimum requirement for one or more of these elements.
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.29 E81T1-GM-H4
AWS AWS A5.36 E81T1-M21A4-K11-H4
CWB CSA W48 E551T1-M21A4-K11-H4, E81T1-GM-H4