AWS: E71T-9C-H8, E71T-9M-H8, E71T1-C1A2-CS1-H8, E71T1-M21A2-CS1-H8 Flux-cored (FCAW-G) Wire has a smooth arc transfer, low spatter and good bead appearance.
AWS: E71T-9C-H8, E71T-9M-H8, E71T1-C1A2-CS1-H8, E71T1-M21A2-CS1-H8
Shipbuilding, barges and offshore platforms
Heavy equipment
Structural fabrication
General fabrication
Typical Applications
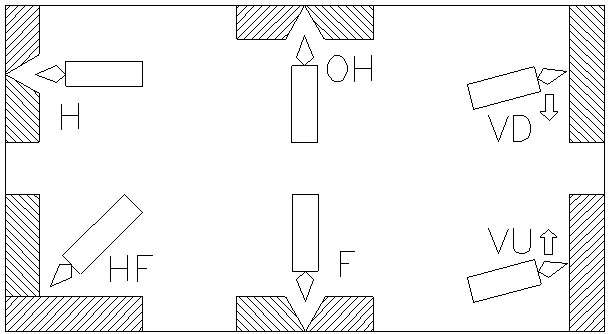
Welding Positions
All
Shielding Gas
Mixed Shielding Gas
Welding Positions
Features
Smooth arc transfer and low spatter
Designed for welding with either 100% CO2 or 75-82% Argon/balance CO2 shielding gases
Good bead appearance
Fast freezing slag for out-of-position welding
Meets AWS D1.8 seismic lot waiver requirements
Notes: AWS D1.8 structural steel seismic supplement test data can be found at the Lincoln Electric Certificate Center.
MECHANICAL PROPERTIES
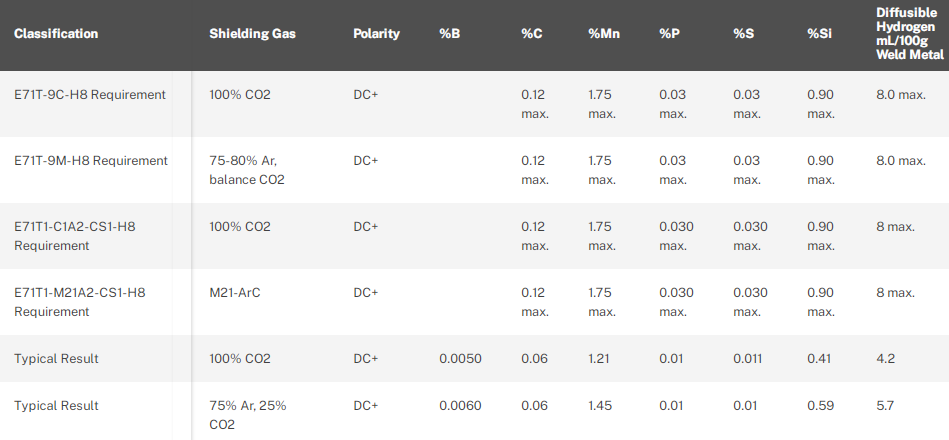
DEPOSIT COMPOSITION
TYPICAL OPERATING PROCEDURES
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.20 E71T-1C-H8, E71T-1M-H8, E71T-9C-H8, E71T-9M-H8
AWS AWS A5.36 E71T1-C1A2-CS1-H8, E71T1-M21A2-CS1-H8
ABS ABS - Part 2 3YSA H10
CWB CSA W48 E491T1-C1A3-CS1-H8 (E491T-9-H8), E491T1-GA3-CS1-H8 (E491T-9M-H8),
E491T1-M20A3-CS1-H8 (E491T-9M-H8), E491T1-M21A3-CS1-H8 (E491T-9M-H8)
DNV-GL DNV - 2.9 III YMS H10
LR LR - Chapter 11 3YS H10