AWS E7018 H4R, E7018-1 H4R
Description
Good general purpose low hydrogen electrode. Easy to use in all welding positions, with excellent arc stability, low spatter levels, and easy slag removal.
Applications
Welding Positions:
Single and multiple pass, DCEP, AC, All Position
• Power, petrochemical and boiler plants
• Rail cars
• Non-alloyed and fine grain steels
• Steel structures/field erections
• General fabrication/maintenance
• Heavy equipment fabrication and repair
• Shipbuilding/barge offshore drilling rigs
Category
Low Hydrogen Electrodes
Industries
Low alloy structural, alloy and high carbon castings, power and petrochemical plants, boiler and pressure vessels, steel structure, mining equipment, piping and some pipelines, railcar and locomotive construction, heavy equipment fabrication & repair, infrastructure repair & rebuilding to State & Federal Transportation Codes, offshore, general fabrication
FEATURES
Effortless starts
Low moisture absorption rate
Very stable arc with low spatter
Good wetting action
Easy slag removal
BENEFITS
No starting porosity; ideal for tacking; increases productivity
Reduces potential for hydrogen cracking
ldeal for all positions; produces good looking welds; reduces clean-up time
Produces a flat bead contour; prevents cold lap and undercutting
Quick clean-up, increases productivity
TYPE OF CURRENT
Direct Current Electrode Positive (DCEP) or AC
RECOMMENDED WEL DING TECHNIQUES
ARC LENGTH: Less than half the diameter of the electrode
FLAT: Angle electrode 10 - 15 from 90
HORIZONTAL: Angle electrode slightly toward top plate
VERTICAL-UP: Use weaving technique
VERTICAL-DOWN: Not recommended
OVERHEAD: Use slight weaving motion within puddle
STORAGE
To ensure a low hydrogen weld deposit, storage in an oven at 220°F to 350°F (104°C to 117°C) is recommended.
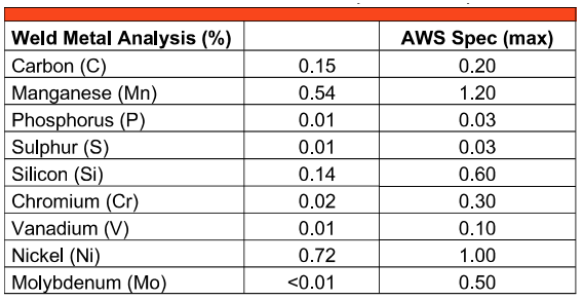
TYPICAL CHEMISTRY VALUES*
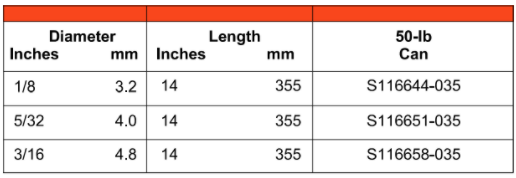
STANDARD DIAMETERS AND PACKAGES
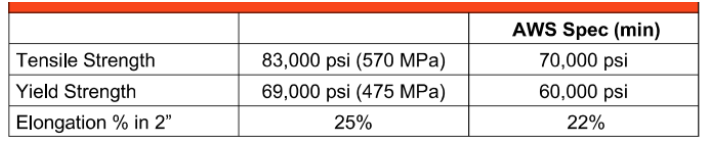
TYPICAL TENSION TEST RESULTS* (As Welded)
TYPICAL CHARPY V-NOTCH IMPACT TEST RESULTS* (As Welded)
CONFORMANCES AND APPROVALS
• AWS A5.1, E7018 H4R, E7018-1 H4R
• AWS A5.1M, E4918
• ASME SFA5.1, F-4, A-1 E7018 H4R
• ABS, 3H5, 3Y
• CWB, E4918-1-H4
• Lloyd’s Register, BF3, 3YMH5, 3MH5
RECONDITIONING
If exposed to atmosphere for extended periods, the electrode should be reconditioned for one hour at 575°F(302°C).
TYPICAL DIFFUSABLE HYDROGEN TEST RESULTS*
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.