AWS E7010-P1 (E4310*)
Description
An excellent all-position, cellulosic mild steel electrode needed for a strong, dependable , X-ray quality weld. It delivers the arc stability and drive you need for the best penetration position; plus, it is ideal for vertical-down welding, single-or multi-pass, on 5L, 5LX, and X-52 through X-65 pipes. Has a quick start and quick clean-up with a light slag that's easy to remove.
Applications
Welding Positions:
Single or multiple pass, DCEP, All Position
●Pipeline welding using downhill travel
●Shipbuilding
●Storage tanks
●Welding of high-yield pipe steels
Category
Low Alloy Electrodes
Industries
Drill platforms, pipeline welding using downhill travel, shipbuilding, storage tanks and welding of high-yield pipe steels.
FEATURES
●Quick-starting
●All-position
●Excellent vertical down
●Excellent arc stability
●Superior arc drive
●Excellent wash-in
●Light slag
BENEFITS
●Easy arc striking and increased welding efficiency
●Welds in flat, horizontal, vertical and overhead positions
●Faster travel speeds
●Welding accuracy and efficiency
●Excellent penetration
●Maximizes fusion of joints
●Quick and easy cleaning of weld bead
TYPE OF CURRENT
Direct Current Electrode Positive (DCEP)
RECOMMENDED WEL DING TECHNIQUES
GENERAL:Electrode positive, work negative (DCEP)
ARC LENGTH:Average length (1/8”to 1/4")
FLAT:Stay ahead of puddle and use slight whipping motion
VERTICAL-UP:Slight whipping or weaving technique
VERTICAL-DOWN:Use higher amperage and faster travel, staying ahead of puddle
OVERHEAD:Use similar technique as for vertical-up, multi-pass for build-up
PIPE:Use downhill travel
STORAGE
Dry at room temperature.
1「YPICAL WELD METAL PROPERTIES* (Chem Pad)
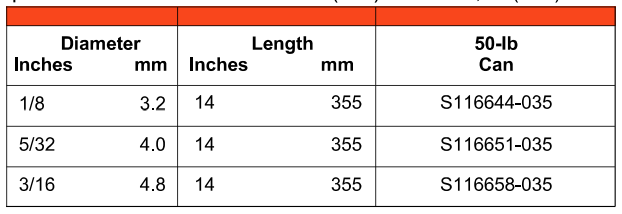
STANDARD DIAMETERS AND PACKAGES
TYPICAL MECHANICAL PROPERTIES* (As Welded)
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded)
CONFORMANCES AND APPROVALS
●AWS A5.5, E7010-P1, ASME SFA 5.5, F-3, A-1, E7010-P1
●ABS E7010-P1
RECONDITIONING
Not recommended
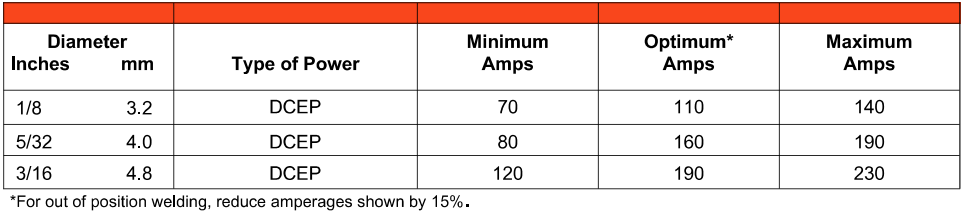
TYPICAL DEPOSITION DATA (at optimum)
●Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.