AWS E6013 (E4313*)
Description
Fast freeze characteristics make this the perfect choice for welding applications that have poor fit-up conditions. Produces a very stable arc with good weld bead appearance. Excellent choice for sheet metal welding.
Applications
Welding Positions:
Single or multiple pass, AC, DCEN, DCEP, All Position
• General fabrication
• Machine parts
• Metal buildings
• Shaft build-up
Category
Mild Steel Electrodes
Industries
General purpose fabrication, machine parts, metal buildings and structures, shaft build-up.
FEATURES
●Excellent arc stability
●Fast-freeze
●All position
●Slag removes easily
BENEFITS
●Welding accuracy and efficiency
●Excellent for poor fit-up
●Welds in flat, horizontal, vertical and overhead positions
●Quick clean-up
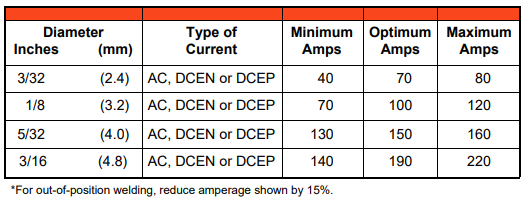
TYPE OF CURRENT
AC, Direct Current Electrode Positive (DCEP), or Direct Current Electrode Negative (DCEN)
ARC LENGTH
Average length (1/8” to 1/4”)
STORAGE
60° to 100°F, (20° to 40°C) and below 50% relative humidity or holding oven @ 100° to 120°F (38° to 49°C)
TYPICAL WELD METAL CHEMISTRY* (Chem Pad)
STANDARD DIAMETERS AND PACKAGES
TYPICAL MECHANICAL PROPERTIES* (As Welded)
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded)
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical depending on the type and thickness of steel being welded.
CONFORMANCES AND APPROVALS
• AWS A5.1, E6013
• ASME SFA 5.1, F-2, A-1
• ABS, E6013
• CWB, E4313
RECONDITIONING
250° to 300°F, (121° to 149°C) for one hour @ temperature
FLAT
VERTICAL-UP
VERTICAL-DOWN
OVERHEAD
Angle electrodes 10-15° from 90° with higher heat than E6011 electrodes
Reduce amperage from flat position
Use higher amperage and faster travel, staying ahead of puddle
Use slight whipping motion; multi-pass for build-up
Not applicable