AWS: E101T1-GM, E101T1-M21A4-K11 Flux-cored (FCAW-G) Wire is designed for hot, fill and cap pass welding on up to X80 grade pipe.
AWS: E101T1-GM, E101T1-M21A4-K11
Hot, fill and cap pass welding on up to X80 grade pipe
Fully automated pipe welding
Semi-automated pipe welding
Meets hardness and chemistry requirements for NACE
Typical Applications
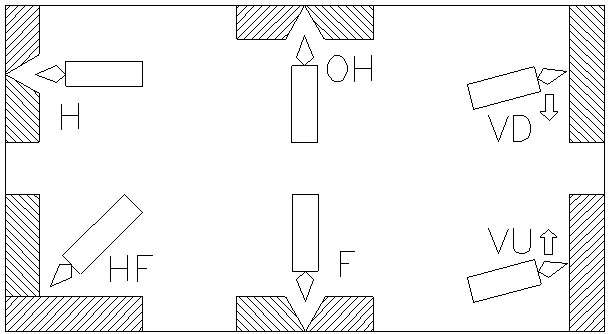
Welding Positions
All
Shielding Gas
Mixed Shielding Gas
Welding Positions
Features
Consistent Arc – designed for optimal performance in automated pipe welding applications where a consistent arc length is critical
Flat Bead Shape – fast freezing slag provides consistent puddle support all the way around the pipe
Impact Toughness – Capable of producing weld deposits with impact toughness exceeding 27J (20ftlbf) at -40C (-40F)
Certificate showing actual deposit chemistry and mechanical properties per lot available online
foil bag packaging
Control and Tested – certificate showing actual deposit chemistry and mechanical properties per lot available online
Packaging – hermetically sealed packaging for moisture resistance.
MECHANICAL PROPERTIES
DEPOSIT COMPOSITION
TYPICAL OPERATING PROCEDURES
NOTES
To meet the requirements of a "G" classification, the chemical composition of the weld deposit must meet the minimum requirement for one or more of these elements.
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.29 E101T1-GM
AWS AWS A5.36 E101T1-M21A4-K11