AWS A5.5 / ASME SFA5.5 E7016-A1
JIS Z3223 E4916-1M3
EN 1599 - E Mo B 1 2
Notes on Usage
Welding Positions:
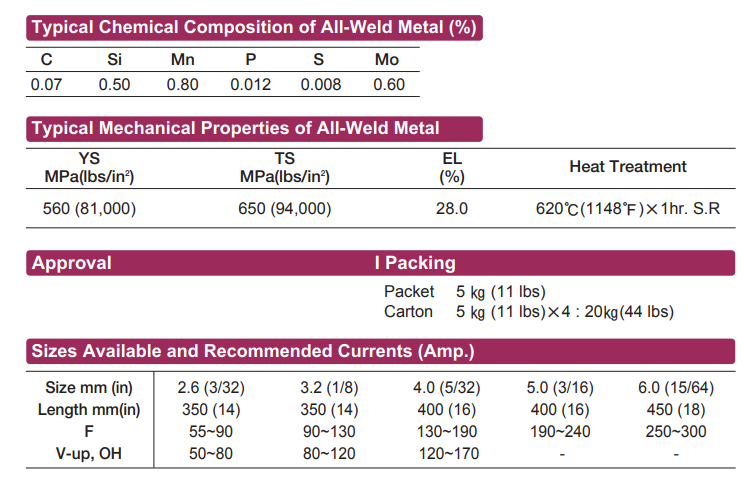
① Preheat at 100~200℃(212~392℉) and postheat at 620~680℃(1148~1256℉).
② Dry the electrodes at 350~400℃(662~752℉) for 60 minutes before use.
③ Keep the arc as short as possible.
Applications
AWS A5.5 / ASME SFA5.5 E7016-A1 can be used for welding of 0.5%Mo steel used for high temperature and high pressure boilers, chemical industries, oil refining industries and turbine casting.Other general low alloy steel and high tensile steel.
Welding Position
Characteristics on Usage
AWS A5.5 / ASME SFA5.5 E7016-A1 is a low hydrogen type electrode. It is suitable for welding 0.5%Mo steel used at high
temperature and high pressure.
Current
DC +