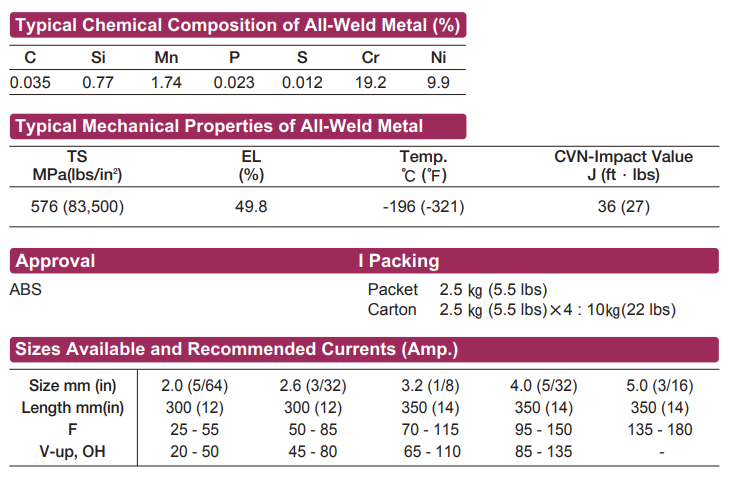
AWS A5.4 / ASME SFA5.4 E308L-16
JIS Z3221 ES308L-16
EN 1600 - E 19 9 L R
Notes on Usage
Welding Positions:
① Dry the electrodes at 350℃(662℉) for 60 minutes before use.
② Keep the arc as short as possible, and avoid large width of weaving.
③ Adopt back step method or strike the arc on a small steel plate prepared for this particular purpose for preventing blowholes at the arc starting.
Applications
AWS A5.4 / ASME SFA5.4 E308L-16 Welding of extra-low carbon 18%Cr-8%Ni stainless steel for cryogenic applications.
Characteristics on Usage
AWS A5.4 / ASME SFA5.4 E308L-16 is a lime-titania type electrode for cryogenic applications, extra-low carbon 304L austenitic steel with good usability. It is provided with a good usability for all-poisition welding. It is quite efficient because its burn-off deposition rates are high because comparatively high amperage can be used.
Current
AC or DC +