AWS A5.36 E81T1-M21A2-W2
(AWS A5.36M E551T1-M21A3-W2)
(AWS A5.29 E81T1-W2M)
EN ISO 17632-A T 50 2 ZCrNiCu P M21 1 H10
Notes on Usage
Welding Positions:
1. Proper preheating(50~150℃, 122~302℉) and interpass temperature must be used in order to release hydrogen which may cause cracking in weld metal when electrodes are used for medium and heavy plates.
2. One-side welding defects such as hot cracking may occur with wrong welding parameter such as high welding speed.
3. Use Ar-20~25% CO2 gas.
4. Use DC(+)
Applications
AWS A5.36 E81T1-M21A2-W2 is a titania type flux cored wire for welding of weathering steel.
Characteristics on Usage
AWS A5.36 E81T1-M21A2-W2 SC-81WM is titania type flux cored wire for all position welding withmixed(Ar-20~25%CO2) shielding gas. This wire provide good mechanical properties, thin slag which removes easily and cleanly.
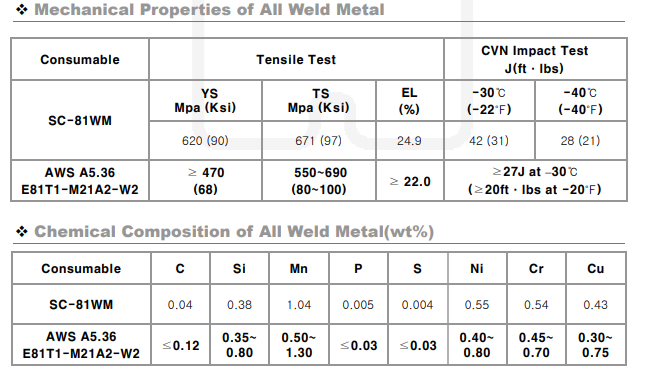
Mechanical Properties& Chemical Compositions of all-Weld Metal
Welding Conditions
Welding Position : 1G(PA)
Diameter : 1.2mm (0.045in)
Shielding Gas : Ar-20%CO2 Flow Rate : 20 ℓ /min
Amp / Volt : 270~280A / 29~30V
Stick-Out : 20~25mm (0.79~0.98in)
Pre-Heat : R.T .
Interpass Temp. : 150±15℃ (302±59℉)
Polarity : DC(+)