Extremely high deposition metal-cored wire designed primarily for Automotive and galvanized applications. Innovative formulation results in higher deposition rates than solid wire, excellent gap-bridging capabilities, and a very high-strength deposit that maintains excellent ductility and impact toughness. Designed for use with DCEN polarity.
Description
Welding Positions
Flux Cored Welding Wire
Classification:
AWS A5.18: E70C-GS
EN ISO 17632-A: T3T Z Z M M20 3, T3T Z Z M M21 3
EN ISO 17632-B: T43 Z TG 0 M20 A-G, T43 Z TG 0 M21 A-G
Gas-shielded, metal-powder, metal-cored wire
75-95% Argon (Ar)/Balance Carbon Dioxide (CO2), 35-50 cfh (17-24 l/min)
Direct Current Electrode Negative (DCEN)**
FabCOR F6 is suitable for use with both constant-voltage (CV) and pulsed-waveform (pulse/GMAW-P) modes
0.035” (0.9 mm), 0.039” (1.0 mm), 0.045” (1.2 mm), 1/16 (1.6 mm)
Not recommended
Product should be stored in a dry, enclosed environment and in its original intact packaging
Single pass with a Argon/CO2 shielding gas
• Non-alloyed and fine-grained steels
• Galvanized and zinc coated steels
• Automotive and transportation
• Single-pass welding
• Aluminized coated steels
• Storage vessels
• Thin-gauge steels (17ga minimum)
• HVAC fabrication • Fencing and railing
APPLICATIONS
SHIELDING GAS
TYPE OF CURRENT
STANDARD DIAMETERS
RE-DRYING
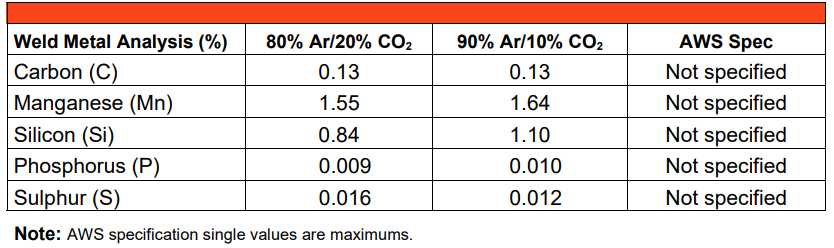
TYPICAL WELD METAL CHEMISTRY* (Chem Pad)
CONFORMANCES AND APPROVALS
• AWS A5.18, E70C-GS
• AWS A5.18M, E48C-GS
• ASME SFA 5.18, E70C-GS
• EN ISO 17632-A: T3T Z Z M M20 3, T3T Z Z M21 3
• EN ISO 17632-B: T43 Z TG 0 M20 A-G, T43 Z TG 0 M21 A-G
• CE Marked per CPR 305/2011
STANDARD DIAMETERS AND PACKAGES:
For a complete list of diameters and packaging, please contact
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical
depending on the type and thickness of steel being welded.
• Pulse waveforms are designed with nominal operating points that may result in average voltage and current
values that differ from the above table. Generally, pulse processes can be expected to produce lower heat
inputs than a standard CV process.
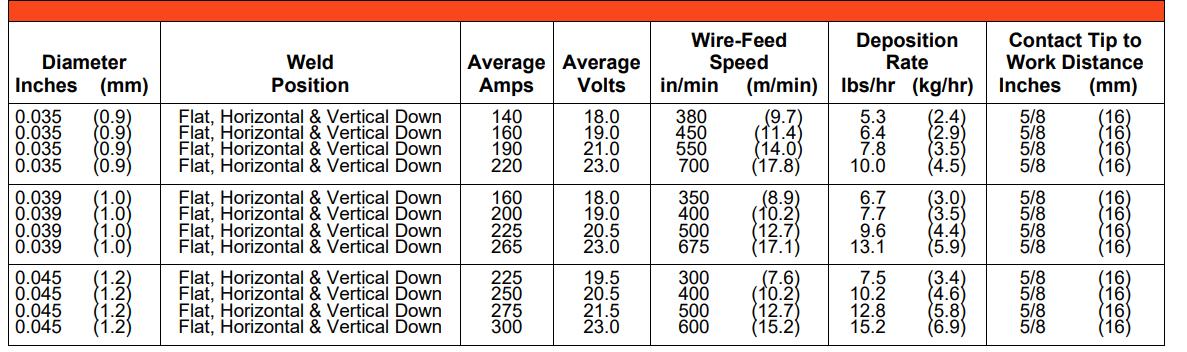
• See Above Tables: This information was determined by welding using direct current electrode negative (DCEN)
polarity, 90% Argon (Ar)/10% Carbon Dioxide (CO2) shielding gas with a flow rate between 35-50 cfh (14-24 l/min) and 1.8 mm hot-dipped 60G galvanized material. For the higher CO2 shielding gas mixtures within the recommended range,increase voltage by 1-2 volts. Variations in welding power supply and pulsed waveforms (if applicable) used during welding may cause discrepancies between actual and listed amperage, voltage or wire feed speeds.
STORAGE
FEATURES AND BENEFITS
●Formulated specifically for automated and mechanized welding of galvanized steels
●Good arc characteristics
●Higher deposition rates than solid wire
●Excellent gap-bridging capabilities
●Formulated and intended for use with DCEN polarity
●Strong and ductile weld deposit
●Helps to minimize porosity while maintaining very high travel speeds
●Promotes consistent weld quality and appearance
●Increases productivity
●Suitable for automated and mechanized applications
●Minimizes risk of burn-through, improves deposition rate
●Suitable for the single-pass welding of a wide range of thin-gauge carbon and high-strength low-alloy (HSL A) steels
INDUSTRIES
Industries using thin gauged steel (Auto, fencing and railing, HVAC). Non-alloyed and fine grain steels. Galvanized, zinc and aluminized coated steels.
FAST FREEZING
TYPICAL OPERATING PARAMETERS
TYPICAL MECHANICAL PROPERTIES* (As Welded)
TYPICAL OPERATING PARAMETERS [using constant-voltage (CV) mode]