AWS A5.11 / ASME SFA5.11 ENiCrFe-3
JIS Z3224 DNiCrFe-3
Applications
AWS A5.11 / ASME SFA5.11 ENiCrFe-3 is designed for welding of Inconel 600 + 601 and dissimilar welding of stainless steels and low-alloyed steel & Nickel-alloyed steel. It can be used for welding of Ni-Cr-Fe alloyed clad steel as well.
Characteristics on Usage
Notes on Usage
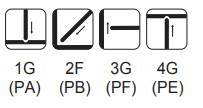
Welding Position(All-Position) Current
AWS A5.11 / ASME SFA5.11 ENiCrFe-3 it has an excellent crack resistibility due to high portion of Mn of weld metal. Arc & slag stability make good bead appearance as well. In practice welding, superior anti-heat featureen ables better productivity
① Remove rust, scales, oil, paint, slag of tack welds.
② Keep the arc as short as possible.
③ Dry the electrodes at 350~450℃(662~842℉) for 60 minutes before use.
④ Keep the welding current as low as possible.
AC or DC +