AWS A5.9 ER308
TIG Welding Wire
TIG Welding Wire AWS A5.9 ER308,H0Cr21Ni10 is 18Cr-8Ni; it is Stainless steel TIG welding wire. No welding spatter, welds smoothly, bead is smooth. The wire also provides excellent weld appeal on back where it is not easily accessible, while recoating can achieve beautiful bead on the front. It has excellent corrosion-resistance and crack-resistance.
AWS A5.9 ER308
Application
Argon Arc Welding Wire AWS A5.9 ER308 can be widely used in petrochemical, pressure vessel, food machinery, medical equipment, chemical fertilizer equipment, textile machinery and nuclear reactor such as 12Cr18Ni9 (SUS 302), 06Cr19Ni10 (SUS 304) and other materials of welding.
Chemical Composition (%)
Reference Current (DC+)
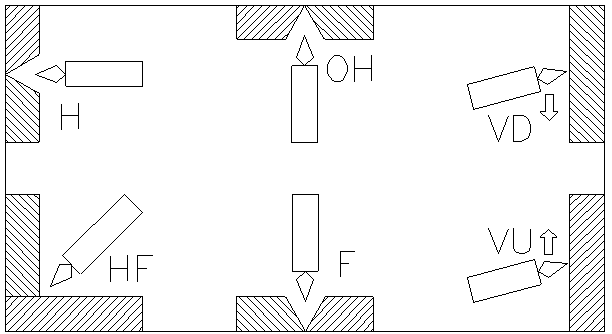
Welding Positions:
Notes:
1. Shielding gas: Adopt pure Argon gas. Recommendation flow rate: 9-14L/min (AMP 100-200A), 14-18L/min (AMP 200-300A).
2. Tungsten extension: 3-5mm, Arc length: 1-3mm.
3. Wind speed limited: ≤1.0m/s.
Argon gas shielding on back side of welding part will get better welding result.
4. Mechanic property and metal anti-cracking ability of the welded metal relative by energy pass value on the wire.
5. The welding should be operated in clean surface without rust, moist, oil contamination and dust.
The above suggestions are for reference purpose. Evaluate and determine the situation of the scene before starting the wielding process.
Mechanical Properties
|
Chemical Composition
|
C
|
Mn
|
Si
|
Cr
|
Ni
|
Mo
|
P
|
S
|
Cu
|
|
Guarantee Value
|
≦0.080
|
1.00~2.50
|
0.30~0.65
|
19.50~22.00
|
9.00~11.00
|
≦0.75
|
≦0.030
|
≦0.030
|
≦0.75
|
|
General Result
|
0.050
|
1.79
|
0.48
|
19.72
|
9.40
|
0.005
|
0.022
|
0.013
|
0.06
|
|
Diameter (mm)
|
Φ1.6
|
Φ2.0
|
Φ2.5
|
Φ3.2
|
|
Welding Current (Amps)
|
50~100
|
100~200
|
200~300
|
300~400
|