AWS A5.28: E80C-Ni1 designed for welding low alloy steels with around a 1% Ni deposit and applications where low temperature toughness is required. Can also be used in some weathering steel applications where color match is not critical.
Description
Welding Positions
Flux Cored Welding Wire
Classification:
A5.28: E80C-Ni1
TYPICAL MECHANICAL PROPERTIES*(As Welded)
Gas-shielded, metal-powder, metal-cored wire
95-99% Argon (Ar)/Balance Oxygen (O2), 75-95% Argon (Ar)/Balance Carbon Dioxide (CO2),
35-50 cfh (17-24 l/min)
Direct Current Electrode Positive (DCEP)
0.045” (1.2 mm)
Not recommended
Product should be stored in a dry, enclosed environment, and in its original intact packaging
Single or multiple pass applications with a 95%Argon/5%Oxygen, or 80% Argon/20% CO2
• Single or multi-pass welding
• Robotic or mechanized welding
• Heavy equipment
• Structural fabrication
• Bridge fabrication
• Shipbuilding
• Storage vessels
• Pressure vessels
• Weathering steels (ex. ASTM A588)
APPLICATIONS
SHIELDING GAS
TYPE OF CURRENT
STANDARD DIAMETERS
RE-DRYING
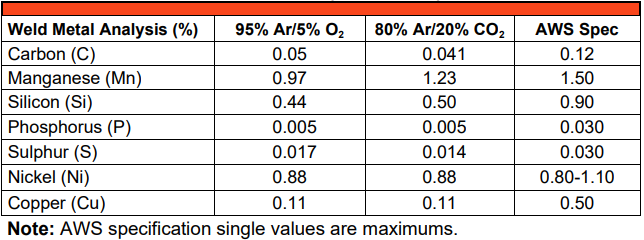
TYPICAL WELD METAL CHEMISTRY* (Chem Pad)
CONFORMANCES AND APPROVALS:
• AWS A5.28, E80C-Ni1 H4
• AWS A5.28M, E55C-Ni1 H4
• ASME SFA 5.28, E80C-Ni1 H4
• DNV-GL, 75-80% Ar/Balance CO2, IV Y46MS (H5)
• CWB, 75-80% Ar,Balance CO2, E55C-Ni1-H4 (E80C-Ni1-H4)
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical
depending on the type and thickness of steel being welded.
• For out of position welding, short circuit or pulsed spray transfer mode must be used.
• Pulse waveforms are designed with nominal operating points that may result in average voltage and current
values that differ from the above table. Generally, pulse processes can be expected to produce lower heat
inputs than a standard CV process.
• See Above: This information was determined by welding using 95% Ar/5% CO2 shielding gas with a flow rate between35-50 cfh (17-24 l/min). For the higher CO2 shielding gas mixtures within the recommended range, increase listed voltages by 1-3 volts.
STORAGE
FEATURES AND BENEFITS
• Unique seamless wire manufacturing process
• Seamless wire provides low moisture pick-up and weld metal hydrogen
• Excellent low-temperature impact toughness
• Metal-cored electrode capable of providing increased deposition rates than solid wire
• Excellent wetting and gap-bridging capabilities
• Provides very consistent chemical and mechanical properties
• Minimizes risk of hydrogen cracking, even after considerable atmospheric exposure• Minimizes risk of cracking in many critical applications
• Helps to increase travel speed and productivity• Suitable for use with automated/mechanized equipment, and root-pass welds without backing
Keywords
AWS A5.28: E80C-Ni1 Seamless Wire,Flux Cored Welding Wire ,China, Tianjin.
STANDARD DIAMETERS AND PACKAGES:
For a complete list of diameters and packaging, please contact Hobart Brothers at (800) 424-1543 or (937) 332-5188 for International Customer Service.
TYPICAL DIFFUSIBLE HYDROGEN*
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded)
WIRE TYPE